.jpg)










 Toutes les planchas
Toutes les planchas









 Tous les pizzamigos
Tous les pizzamigos


 Tous les braseros
Tous les braseros





























 Tous les brise-vue
Tous les brise-vue





 Toute la signalétique
Toute la signalétique











 Les accessoires
Les accessoires
L'acier inoxydable est un métal ductile et malléable, mais aussi esthétique. Ainsi, il est utilisé aussi bien pour la décoration et l'art que pour le bricolage et en chaudronnerie. Certains veulent donc le transformer à leur guise pour des travaux de réparation ou d'artisanat. Il est donc parfois nécessaire de combiner deux ou plus de pièces en inox : c'est le soudage.
Cependant, il faut avoir un certain savoir-faire et une bonne technique pour le souder. Nous allons voir dans cet article les différentes options pour pouvoir bien souder l'acier inoxydable.
Voici les différents moyens pour souder des tôles inox :
Les procédés de soudage (en particulier manuels) :
Les machines capables de supporter les procédés de soudage en automatique :
Le soudage manuel de l'inox
Avant d'utiliser du matériel de soudure, il est impératif de penser à votre sécurité et de bien préparer votre plan de travail. Par conséquent, vous devrez porter l'équipement de protection nécessaire :
- Des gants de travail
- Un masque de soudeur automatique
- Un masque respiratoire
- Un tablier de soudeur
- Des manchettes de protection
- Des chaussures de sécurité
En effet nous conseillons fortement tous ces accessoires puisque votre sécurité est primordiale.
De plus, assurez-vous que vos différentes pièces soient bien mises en place et ne peuvent pas bouger.
Une fois que vous êtes équipé et que votre plan de travail est prêt, place au soudage !
La soudure à l'arc MMA

Si vous disposez d'un poste à souder à l'arc, vous pouvez faire une soudure à l'électrode enrobée, qui est une soudure par fusion. En fonction des matériaux que nous voulons assembler, les électrodes sont différentes. Dans notre cas, il nous faudra une électrode enrobée inox, pour faire une fusion entre 2 inox.
La soudure à l'arc de l'acier inoxydable est surtout adaptée pour des tôles inox de 1 à 10 millimètres d'épaisseur.
Comme son nom l'indique, ce procédé est basé sur l'utilisation d'un arc électrique. En effet, l'alimentation électrique, par un court-circuit, produit un arc électrique entre une électrode et le matériau de base (donc notre inox). Cet arc crée une chaleur importante (jusqu'à plusieurs milliers de degrés) qui fait fondre les métaux et permet donc les joindre.
Pour ce faire, les plaques en inox doivent être tout d'abord jointes grâce à un serre-joint en métal, il faut bien les unir pour éviter qu'elles bougent pendant le soudage. Une fois les pièces mises en place, elles doivent être raccordées électriquement par une pince de masse.
De plus, l'électrode enrobée inox sera maniée via le porte-électrode, comme sur la photo ci-dessus. Ce porte-électrode est totalement isolé contre la chaleur, ce qui vous permet de manier l'électrode sans danger, et donc d'apporter l'arc électrique et souder là où vous le souhaitez.
Nos conseils :
La priorité est votre sécurité donc équipez-vous avant d'utiliser le poste à soudure.
La soudure à l'arc requiert une certaine dextérité et les premiers essais sont souvent laborieux. Il faut donc s'exercer avant d'avoir la bonne technique pour souder proprement.
Il faut que le poste de soudure soit correctement configuré, lisez donc attentivement la notice de votre appareil. D'autre part, il faut bien connecter le poste à l'électrode ainsi qu'aux pièces à souder (en général le + pour l'électrode et le - pour la pince de masse des plaques inox à souder).
Par exemple, il faut une certaine inclinaison entre l'électrode et la surface à souder, et cette inclinaison dépend du type de soudage que vous voulez effectuer (soudage bout à bout, soudage en angle intérieur, en angle extérieur, etc). Il faut aussi se déplacer "en pente" le long de la soudure.
De plus, quand on approche l'électrode proche de l'endroit que nous voulons souder, il faut se retirer légèrement puisque l'étincelle de l'arc arrive, et ensuite il faut garder la même distance vis-à-vis de l'endroit à souder. Cette partie requiert de l'expérience puisque l'électrode fond petit à petit, par conséquent il faut en avoir conscience et s'adapter pour être précis.
L'arc électrique est également utilisé dans d'autres domaines, comme pour les torches à plasma ou bien les bougies d'allumage (sur les moteurs à allumage).
La soudure TIG

La soudure TIG (Tungsten Inert Gas) est la soudure manuelle la plus adaptée pour l'inox. Elle est parfaite pour obtenir des soudures plus délicates et plus solides, puisque la torche est assez compacte pour souder dans des endroits et angles difficilement accessibles par soudage à l'arc par exemple. Cependant, c'est aussi le type de soudure qui coûte le plus cher.
Les machines TIG disposent de plusieurs paramètres, il faudra donc vous assurer d'utiliser les bons pour le soudage de l'inox. D'ailleurs, vous aurez besoin de gaz, vous devrez donc vous procurer une bouteille d'argon (adaptée au soudage TIG de l'inox).
Comme vous pouvez le voir sur la photo ci-dessus, une main servira à manier la torche pendant que l'autre servira à plonger une baguette d'apport. Cette dernière doit être compatible avec les plaques que nous voulons souder. Ainsi, la baguette devra être en inox 308L si vos plaques sont en inox 304 ou 304L, et devra être en inox 316l si vous soudez des plaques en inox 316 ou 316L.
Le TIG et le MIG sont également des soudures à l'arc. Nous retrouvons les mêmes éléments : un bain de fusion, la protection, ainsi que le métal d'apport. En effet, la fusion est réalisée par un arc électrique, la protection est assurée par l'argon, et le métal d'apport est la baguette en inox.
Votre plan de travail métallique doit être raccordé par la pince de masse. Ensuite, l'arc électrique se crée au bout de l'électrode en tungsten, ce qui va faire fondre l'inox et occasionner un bain de fusion, dans lequel il faudra manuellement approcher la baguette en inox. Ainsi, des gouttes d'inox de votre baguette formeront la soudure entre les deux plaques inox.
Ainsi, la soudure TIG est la plus adaptée puisque la torche est beaucoup plus pratique à manier. Il y a d'ailleurs des torches qui permettent de faire sortir le gaz par un bouton ou même de régler l'apport de gaz, alors que d'autres postes de soudure disposent d'une pédale pour faire chauffer la torche.
Nos conseils :
Si le métal liquide éclabousse, cela veut dire que la torche n'est pas assez puissante, il faut donc augmenter l'ampérage.
Au contraire, si l'ampérage est trop élevé ou que vous utilisez trop longtemps la torche sur un point précis, vous risquez de faire fondre trop d'inox.
Pour la soudure, l'angle optimal entre une plaque à plat et votre torche est de 75 degrés. Nous vous conseillons de garder une distance d'environ 2cm entre le bout de votre torche et le bord du joint souhaité.
Après le soudage, il faut bien attendre que l'inox ainsi que la torche refroidissent avant de les manipuler et les déplacer Pour un rendu propre, on peut également poncer les pièces avec une ponceuse orbitale et un disque abrasif.
La soudure MIG

La soudure MIG (Metal Inert Gaz aussi appelée GMAW) est surtout utilisée pour joindre des pièces en inox de forte épaisseur et donc pour du remplissage. Elle est moins "propre" au niveau du rendu final qu'une soudure TIG, mais cette solution coûte beaucoup moins cher.
Le MIG est également une soudure à l'arc. Nous retrouvons encore les mêmes éléments : un bain de fusion, la protection, ainsi que le métal d'apport. En effet, la fusion est réalisée par un arc électrique, la protection est assurée par le gaz d'argon, et le métal d'apport provient automatique de la torche (un fil fond lors de la soudure).
Pour la soudure MIG il faut donc s'approvisionner en fil en acier inoxydable ainsi qu'en gaz d'argon.
L'avantage du MIG est que vous pouvez le faire d'une main, puisque tout est compris dans la torche.
Nos conseils :
Pour effectuer une bonne soudure, il faut tenir la torche à un angle environnant les 30 degrés.
Il ne faut pas déplacer la torche trop rapidement ni trop lentement. En effet, si les mouvements sont trop rapides, l'inox ne fondra pas. Au contraire, s'ils sont trop lents, l'inox fondra trop.
Après le soudage, il faut bien attendre que l'inox ainsi que la torche refroidissent avant de les manipuler et les déplacer. Pensez également à bien couper le gaz lorsque le soudage est terminé.
Comme la soudure MIG occasionne du laitier assez important, il est bon de brosser grâce à une brosse métallique spécial inox.
La soudure au chalumeau

La soudure au chalumeau étant archaïque pour l'inox, nous déconseillons fortement de l'effectuer.
En effet, la grande majorité des résultats que vous pouvez obtenir avec un chalumeau sont très décevants. L'aspect aura souvent l'air d'une carbonisation ou à une brûlure.
Les réglages d'une torche oxy-acétylène pour la soudure de l'inox sont extrêmement compliqués, surtout en fonction de l'épaisseur des tôles. L'acier inoxydable conduit moins la chaleur que les autres aciers et a un coefficient élevé de dilatation, ce qui rend la soudure au chalumeau compliquée.
Si jamais vous voulez quand même opter pour ce choix, voici nos conseils :
La flamme du chalumeau doit être légèrement carburante.
Le joint et la baguette d'apport doivent être enduits de décapant (appliquez le au pinceau).
SAW - Arc submergé - Soudage sous flux
Comme la plupart des technologies qui permettent de souder l'inox, le SAW (Submerged arc welding) est un procédé basé sur un arc électrique. Ce qui change ici, c'est que le procédé est automatique, et que l'arc électrique est couvert par flux granulé. Comme l'arc est submergé, il n'y a pas besoin de gaz comme c'est le cas pour le MIG ou le TIG. Sur la vidéo ci-dessus vous pouvez justement voir tout le processus de soudage par SAW.
Cette solution est réputée pour être très polyvalente. Elle est surtout utilisée pour les soudures bout à bout longitudinales et circonférentielles. Ce sont des soudures que nous retrouvons principalement pour les constructions de tube et cuves sous pression. Ces dernières étant très demandées en inox dans le secteur agroalimentaire, beaucoup de chaudronniers effectuent ce genre de soudage.
Le soudage automatique de l'inox
Le soudage manuel suffit pour des petites pièces ou des pièces faciles à manipuler.
Cependant, notamment en chaudronnerie, il faut parfois souder des pièces beaucoup plus volumineuses et/ou avec des formes beaucoup plus complexes.
Dans ce cas, il est préférable de réaliser un soudage automatique, qui laisse beaucoup moins de marge aux erreurs.
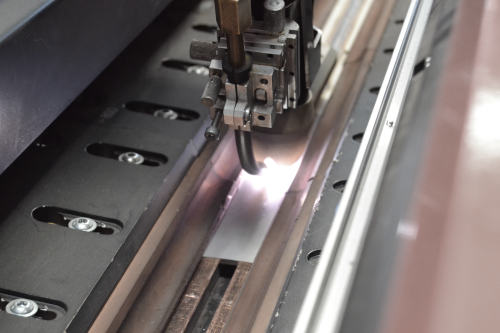
Banc/Potence plasma, soudage orbital et TIG automatique

La soudure que vous pouvez apercevoir sur la photo ci-dessus est réalisée par une petite potence automatique. Elle convient parfaitement pour réaliser des soudures entre tuyaux en inox ou entre tuyaux et plaques, puisque le processus suit des trajets prédéfinis. Ici, le procédé est proche du soudage orbital, vu que ce dernier consiste à faire tourner un arc électrique autour d'une pièce sans pause à au moins 360 degrés.
La soudure ci-dessus est réalisée sur un banc de soudure TIG automatique. Elle est surtout utilisée pour assembler deux panneaux inox d'une longueur importante.
Cette soudure fait d'ailleurs partie des étapes d'une construction d'une cuve inox. En effet une cuve est composée de deux fonds (une tête et un bas), ainsi que d'une virole (le corps de la cuve qui est un cylindre). Or, le cylindre est souvent soudé sur un banc de soudure automatisée, une ou deux fois suivant la longueur des panneaux de base. Visualisez les différentes étapes de création d'une virole :
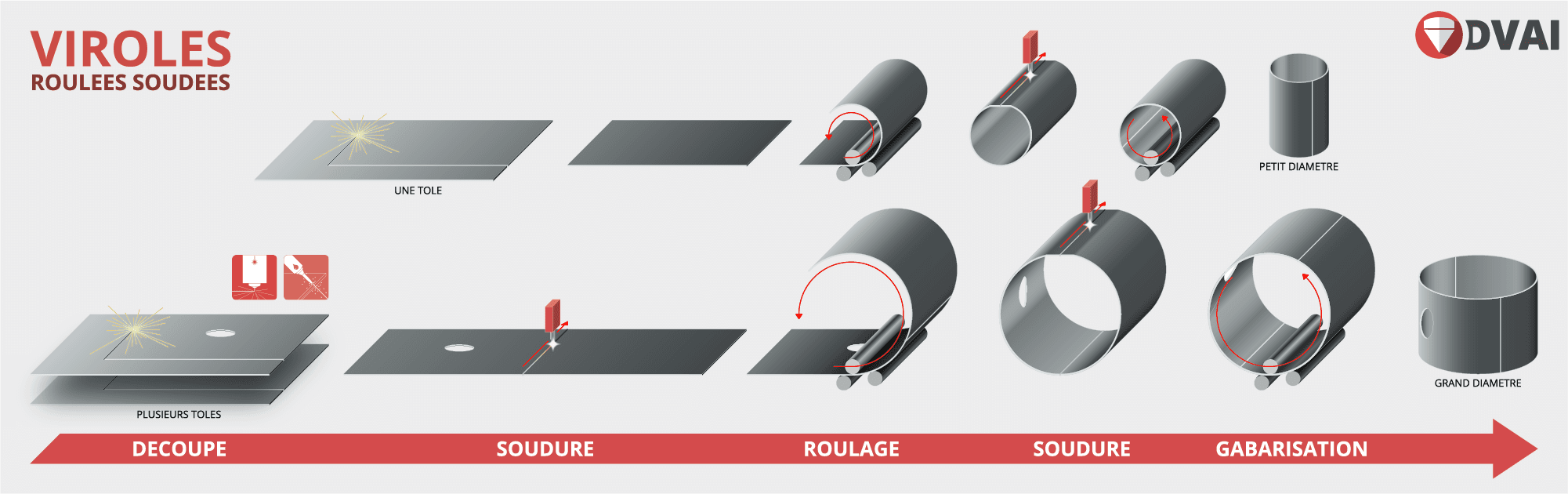
Ainsi le banc est extrêmement utile pour souder l'intersection de deux panneaux en inox.
Robot de soudage

Le robot de soudure est certainement un des procédés les plus connus en ce qui concerne le monde industriel. Ces robots sont surtout utilisés dans l'industrie automobile.
Ce procédé permet de gagner énormément de temps et donc en productivité. Ces robots disposent de fonctions automatisées, et effectuent des tâches répétitives de positionnement et de soudage des pièces.
Ces robots peuvent aussi bien réaliser un soudage MIG qu'un soudage TIG. Dans tous les cas, ils réalisent un soudage extrêmement précis et de qualité.
Pour plus d'informations, vous pouvez également vous tourner vers une chaudronnerie industrielle comme Labbe Process Equipment.
Vous avez désormais les meilleurs conseils pour souder vos plaques inox de la meilleure façon ! A vos postes de soudure !


Rejoignez la communauté de Maplaqueinox